Surface Technology
把铜锡合金用在腐蚀入口
从古代青铜剑到井下镀铜油缸,核心逻辑一致:材料先天耐蚀,再通过工艺覆盖缸筒内壁、密封区、导向套和外圆。
事实出处:《河南德佰特公司简介_202602.pdf》P9–10、P36、P38–43、P48–49。
Material Story
2500 年前,铜锡合金已经证明过自己
湖北省博物馆藏越王勾践剑,历经两千五百年只有轻微锈蚀。德佰特把这条材料逻辑转移到液压油缸表面处理上。
这里不靠夸张叙事,只看材料和环境:矿井水腐蚀从内壁、密封区、导向套和外圆进入,工艺就覆盖这些入口。

图:Wikimedia Commons / Windmemories / CC BY-SA 4.0
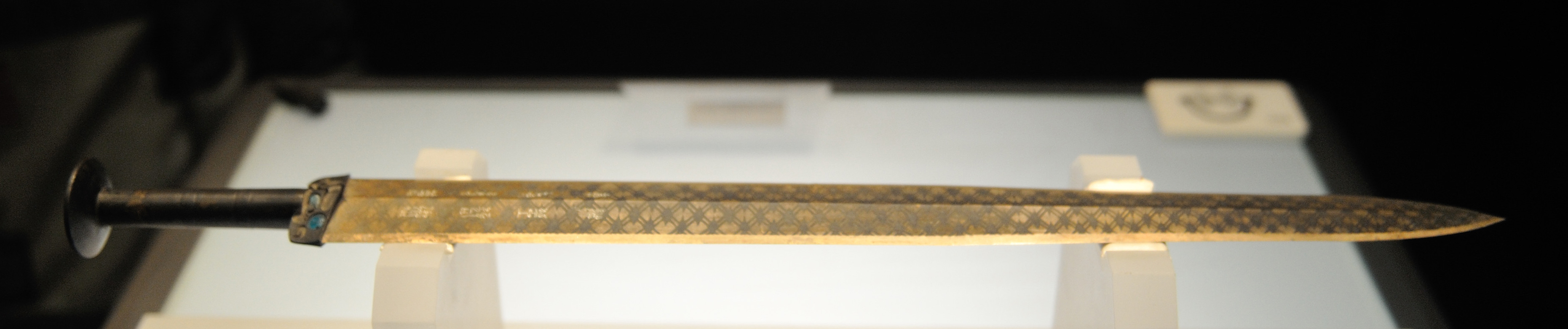
剑身菱形暗纹至今清晰——铜锡合金抵抗时间,也抵抗腐蚀性矿井水图:Wikimedia Commons / Siyuwj / CC BY-SA 4.0
Four Processes
四大工艺
电镀铜锡合金
缸筒内壁、密封区等腐蚀入口镀铜锡合金,AASS 480小时测试无锈蚀点。
电镀双层铜
立柱外圆双层镀铜,形成比单一镀层更完整的防腐路线。
激光熔覆
用于内孔外圆修复和再制造,重点恢复磨损、腐蚀后的工作面。
激光内孔溶铜
面向内孔表面强化,服务再制造和高腐蚀工况配置。
电镀铜锡合金 · 德标 AASS480h
抗腐蚀能力10级
镀铬 · NSS500h
循环气氛实验8循环
盐雾与循环气氛数据见 PDF P36。
Field Proven
顶板水电导率 9220 环境下的井下实证
3年
千斤顶井下使用
PDF P38 展示千斤顶井下使用三年后情况。
3年
立柱中缸密封区
PDF P39、P43 展示新制、使用三年后、未镀铜中缸筒对比。
5年
φ530 立柱
PDF P41 展示客户 φ530 立柱使用五年后情况。
